High Performance, Long Lasting Welding Tips
Increasing Mig Tip Life with our High Electrical and Thermal Conductivity Copper Alloy Tips
The contact tip is one of the smallest and relatively inexpensive components in any GMAW welding system; yet it can be the source of catastrophic failure that results in production downtime and increased costs.
In most cases, the economic loses due to tip failures surpass many times the acquisition cost of these parts. Therefore production-welding manufacturers are in continuous search for tips capable of outperforming expectations in increasingly stringent production conditions and expectations of through put.
The primary function of a contact tip is to consistently transfer welding current to the filler wire as it passes through its center bore and makes electrical contact with the bore surface. Not surprisingly, electrical conductivity is essential and proportionate to the high performance of Silver Alloy contact tips.
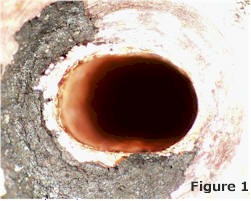 Contact tips may fail in a number of different ways and quite often the root cause of failure can be linked to external factors [Figure 1].
Contact tips may fail in a number of different ways and quite often the root cause of failure can be linked to external factors [Figure 1].
Failures can range from those that result in some type of arc initiation failure (such as burn back, bad starts or arc instability) to those that result in erroneous weld deposition [Figures 1 & 2].
Both are failures that affect robotic and all welding manufacturers. Here, repeatability of the tool center point (TCP) is crucial to avoid costly robot re-programming.
One of the significant contributors of TCP error is known as “key-holing” (Figure 1); the continuous rubbing by the moving wire inside the tip bore at elevated temperatures eventually wears off the bore outlet. In sheet metal robotic welding applications, this may result in weld defects such as lack of fusion or burn-through.
Copper has been the material of choice for many decades, primarily because, after silver, it displays the second best electrical conductivity amongst all metals (Figure 2).
However, due to its face centered cube (f.c.c.) crystalline structure, pure copper is naturally ductile.
Fortunately, copper can be strengthened by a number of strengthening mechanisms including cold work, solid solution, precipitation hardening and dispersion strengthening.
The most popular and inexpensive copper alloy used in North America for contact tips is CDA C12200 (P deoxidized copper).
Precipitation hardening alloys such as C18100 (Cu-Cr-Zr), C18200 (Cu-Cr), C17510 (Cu-Be) have been common for high performing tips since generally they tend to have higher physical wear performance than C12200.
Unfortunately, as most strengthening mechanisms, precipitation-hardening compromises the electrical conductivity of copper. Plant experience with these alloys has been mixed; in some applications, they appear to work while in other applications there is not clear difference with C12200 copper.
It is not all clear what are the exact microscopic mechanisms that produce wear in contact tips.
Some studies [Figure 3] have suggested that a relatively small region at the bore outlet sustains most of the wear.
At this region current densities and temperatures are high enough to promote electrical erosion [3,4], abrasion and oxidation phenomena, which accelerates wear.
Many of these phenomena are related to the effectiveness of the electron transfer from the tip bore to the moving wire.
This effectiveness depends to a large extent on the contact resistance at the bore. Clearly, electrical conductivity appears to play a fundamental role on the longevity of the contact tips. In this direction, there has been research that supports the idea of increasing contact tip endurance by using high electrical conductivity coppers.
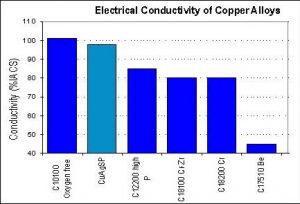
Today, most commonly used copper alloys display electrical conductivities of less than 85% IACS ; for example, the electrical conductivity of alloy C17510 (Beryllium copper) can be as low as 45% IACS. This new family of copper-silver alloy, CuAgSP, displays electrical conductivity of 98% IACS. much higher than any of the commercially available alloys (Figures 3/4).
Expanding on the standard silver-containing coppers, the composition of CuAgSP has been tuned to produce the most economical and highly conductive copper tip material available in the market today.
This alloy is being currently used to produce high endurance contact tips, which do not display arc instability or other electrical or thermal issues that are common to the precipitation-hardening coppers described above.
The superb performance appears to be related to both the low service temperature and electrical resistance combined with highly effective electrical conductivity and arc transfer both of which greatly reduce erosion, arc instability and poor arc starting characteristics.
Figure 4
| Copper Alloy Designation | Composition% | Softening Temperature | Electrical Conductivity %IACS | Hardness HV | Thermal Conductivity | Electrical Resistance | USA UNS |
|---|---|---|---|---|---|---|---|
| Chromium Zirconium | Cu min 99+ Cr.65 Zr.08 | 500°C | 75 | 170 | 335 | 23 | CrZr |
| Phosphorous Deoxidized | Cu min 99.9 P 0.015-.040 | 300°C | 85 | 115 | 335 | 20 | DHP C12200 |
- Figure 1: Keyholing due to excessive tip wear
- Figure 2: Electrical conductivity of highly pure metals at room temperature [5]
- Figure 3: Electrical conductivity of CuAgSP as compared to commonly used contact tip alloys as well as ultra pure coppers [6].
- Figure 4: Comparative properties of available contact tip alloy
REFERENCES
1. J. Villafuerte, “Understanding Contact Tip Longevity of Gas Metal Arc Welding”, Welding Journal, 78, 12, 1999, pp 29-35
2. J. Villafuerte, “Dispersion Strengthened Copper For Heavy Duty Torch Tips And Electrode Caps”, Weld. J, Nov 2003, Vol. 82, No. 11
3. Yamada T., Takana O., Weld. J., vol 66, no9, 1987, 35-42
4. Thier H., Polrolniczak H., Schreiber S.: Schweissen und Schneiden, vol.47, no.5. May 1995. pp.356, 358, 360-362, 365 (English translation of text and captions pp.E88-E90)
5. E.A. Brandes, G.B. Brook; Smithells Metals Reference Book, 7th edition, Butterworth-Heinemann, 1992, p19-1
6. Copper Development Association: Standards Handbook, 1985