Submerged Arc Welding
call us today
- 1-800-567-1362
Discontinuities and Defects in Welding
Material joining processes such as welding, soldering, and brazing depend on temperature excursion from room to operating temperature and back to room temperature for completion of the joining process. During such temperature cycling, parent material and bonding zone can undergo many changes and produce microscopic and macroscopic features that may not be beneficial for joint performance. Such features can have a host of manifestations including porosity, cracks, brittle phases, phase segregation along grain boundaries, grain growth, and misplaced filler metal. Presence of such features can interrupt homogeneity of the weld, either in terms of material properties, stress fields, or physical boundaries; such an interruption is referred to as a discontinuity. A discontinuity may be considered a defect if not allowed by applicable industry standards or specified on the part drawing (keep in mind that weld requirements stated on the part drawing supersedes any industry standards), even though presence of that discontinuity may not immediately result in a weld failing to meet functional tests. For example, the weld fusion zone may have a crack that does not meet specifications but does not result in failure in leak testing.
A discontinuity is always a cause for concern for the welding engineer as he/she tries to figure out if it will have any negative influence on the weld. Unfortunately for the welding engineer, the weld/solder/braze zone proves to be a smorgasbord of discontinuities, the more you look, the more you find them. A weld section will show a range of microstructures and phases in and near the joint. Parent metal far from the joint will have the original microstructure as it is not affected by heat and should not have any discontinuities related to the welding process. Material in the vicinity of the weld which did not take part in the weld but was affected by the welding heat could have distinctly different microstructure affected by heat of the joining process; referred to as the Heat Affected Zone or the HAZ. Size of HAZ can be substantial in high-temperature arc welding processes but negligible for low-temperature soldering operations. The HAZ can have many forms of discontinuities: metallurgical and physical. The grains in HAZ may have grown in size (at the expense of neighboring grains) and would have lost some of mechanical properties in the original fine grain microstructure. HAZ may also have undergone a phase change to form more brittle phase such as martensite in some steels. The welding heat may have also resulted in formation of low melting phases that can seep along the grain boundaries resulting in cracks if there is tensile stress across the boundaries. Presence of one or more of the above discontinuities can lead to properties of the HAZ that are significantly different than the parent metal either in terms of ductility, corrosion, conductivity, or propensity for crack growth. Such a discontinuity may lead to compromised performance of the assembly over an extended period of time if the particular attribute is of concern. For example, if the weld is not likely to be flexed, either intentionally as in application of cycling loading, or unintentionally as due to thermal expansion/contraction, then the presence of the brittle phase in HAZ may not be of concern. However, if the weld will be subject to fatigue loading in use, then any discontinuities like grain growth, brittle phases, or fine cracks can result fatigue crack growth leading to failure. Figure below shows a resistance weld section with cracks in the HAZ zone.
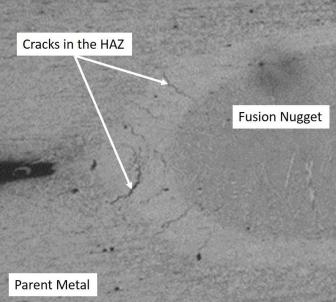
Figure above shows a resistance weld section with liquation cracks in the HAZ (heat affected zone). Such cracks can stay dormant and may not affect the weld function.
The weld zone itself provides even more sources for excitement and aggravation for the welding engineer trying to figure out if any of the features could be classified as a discontinuity that would prove to be a source of heartburn at a later date. Since the temperature excursion in the weld zone is even greater, the size and impact of the discontinuities are often exaggerated compared to those in the HAZ. Metallurgical changes can include the possibility of mixing of dissimilar metals/alloys to form a fusion nugget with some very unexpected properties. The fusion nugget may be a lot more brittle as would be expected when welding stainless to carbon steel. The fused mixture may also be a lot more resistive as would happen when welding copper to nickel; even though individually the two metals are quite conductive, their fused mixture is very resistive. If the application for this weld is to form a very conductive weld, the engineer may have to ensure that the weld is solid-state weld and thus avoid mixing of the two.
Weld fusion zone can be also be filled with conventional discontinuities like porosities and obvious cracks that form during the cooling process. Porosities are not as insidious as cracks because porosities do not grow once the weld is frozen. However, porosities do create a stress field around them when under tensile load, and if enough of them are lined up and close together, they can fail resulting in a crack. Most welding standards including those for aerospace will allow for some level of porosity but will not allow for any cracks. Ultimately, it is up to the designer to fully understand the performance requirements of the joint and specify tolerance for porosities based on specific application rather than using a generic standard. Figure below shows a weld with porosity deep in the weld and far removed from the weld interface and potential failure paths. Such porosity, even though quite a large discontinuity, is unlikely to result in failure.
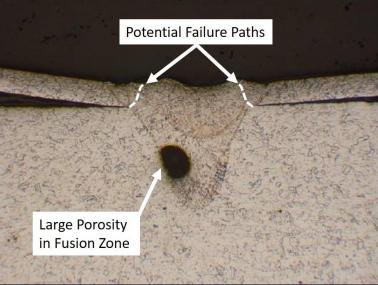
Figure above shows a laser weld section with a large internal porosity which is far removed from the weld interface (between a thin foil and housing) and potential failure paths; such porosity is not likely to result in failure.
While discontinuities like large cracks are an obvious red flag for being classified as a defect, there are many other discontinuities in the weld such as excessive grain growth that may not be obvious at first glance as providing a risk to formation of a defect, but could lead to failure at a later date. An engineer would do well to fully understand the application for the joint and make sure that the discontinuities that are most likely to result in a defect are properly identified, with corresponding quality control measures in place for non-destructive tests as well as destructive tests on sampling basis. It is important to realize that one does not have to make a perfect discontinuity-free weld, but one has to make a weld that perfectly meets all the expectations and may have a few harmless discontinuities safely trapped inside.
Reprinted Articles courtesy of cladtechnologies.com & fabricator.com
Cladded Wear Plates in Mining Applications
Hardfacing in your everyday life
We Manufacture:
All of our welding tips are made from the highest quality ISO Extruded Tubing.
Schedule Your FREE Trial
in North America
Superior Consumables product is backed by proven, documented test results.
For All Your Mig Welding Needs!