Submerged Arc Welding
call us today
- 1-800-567-1362
Effect of Base Metal Composition on Weld Microstructure and Quality
Welding is one of those unique processes that often completely transform the base material in the welding region as well as in the vicinity (HAZ – heat affected zone) to the point that resulting microstructure may not have any resemblance to the starting microstructure. Almost like cooking, where time and temperature change raw ingredients into a delicious meal.
Material composition plays a critical role in the final outcome of the weld including phases and defects that form on cooling. Phases formed in the weld and the HAZ are primarily governed by major (>1%) elements in the alloy, whereas defects are caused primarily by minor (<1%) elements. As discussed in a previous newsletter (http://www.welding-consultant.com/Fall2016.html), 316 is an interesting alloy as its composition range straddles the border between fully austenitic stainless and one with very small amounts of ferrite. A welding engineer may receive batch of 316 which is on the higher end of the range for nickel and at the lower end of range for chromium resulting a fully austentic microstructure which is prone to cracking under fast cooling conditions present during pulsed laser welding. While the next batch may be at the other end and have a small amount of ferrite which reduces cracking tendency and ends up confusing the welding engineer as to why one batch cracks and the other does not. Such issues become even more tricky when fusion welding dissimilar materials where the fused metal may not be as homogenous as one would expect, resulting in a range of unpredictable compositions and microstructures in the weldment, which could play havoc with weld quality. Figure 1 shows an example of such a weld section that depicts an inhomogeneous weld fusion zone when welding dissimilar materials with poor miscibility made obvious by difference in polishing and etching behavior; not all mixtures will have such obvious differences and may require more careful investigation including elemental analysis in an electron microscope.

Figure 1. Weld section showing fusion zone with inhomogeneous mixing of dissimilar alloys.
While major elements are added intentionally, minor elements are often uninvited companions on this epic journey to weld quality. Elements such as sulfur, phosphorous, and lead usually fit the description, but others can cause trouble as well. For example, in commercial grade 3003 Al, iron and sulfur are controlled at maximum of 0.7% and 0.6%, respectively. However, if this alloy has to be laser welded, the impurity levels have to be controlled down to below 0.25% to avoid cracking in the welds; the trick is to make a special batch starting with clean 1100 Al and add manganese to make clean 3003 Al.
In some cases, the impurity content may not directly affect the weld itself but may affect measured value of weld strength when the metal tears during testing at a location adjacent to the weld. For example, when resistance welding a conventional C110 (0.04% oxygen) copper alloy, the weld may remain intact but the part may tear near the weld at lower strength compared to a higher purity C101(5 ppm oxygen) copper alloy which exhibits greater tear strength and implies a stronger weld when actually the two weld interfaces themselves may be of equal strength.
A similar situation exists in titanium alloys including commercially pure (CP) grades, where controlling oxygen, nitrogen, and carbon is of interest to prevent formation of brittle phases that reduce weld ductility and toughness. Commercially pure grades are essentially titanium metal with limits on impurity levels of oxygen (as shown in Table 1 below). As oxygen levels decrease, titanium becomes weaker but allows for more elongation before fracture which will result in a tougher weldment. One of the most popular Ti alloys, Ti-6Al-4V, is available in an ELI (Extra Low Interstitials) grade where the oxygen content is controlled down to 0.13%, and can be specified for fracture critical applications including for medical implants, fasteners, and jet engine components.
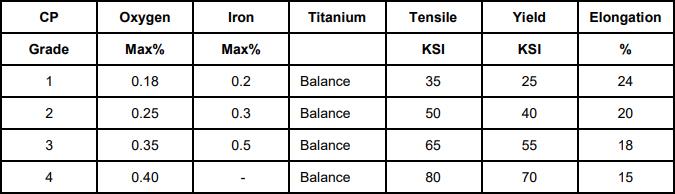
Table 1. Composition of CP grades of Titanium and related properties. Levels of Carbon, Nitrogen, and Hydrogen are controlled to 0.08, 0.03, and 0.015% respectively.
One of the many challenges faced by the welding engineer is that most of these nuisance elements are at such low levels, typically less than 0.5%, that conventional electron microscopy does not provide enough resolution for accurate measurement. You may have to resort to more advanced analysis techniques, or have to resort to indirect means of measurement such as hardness, machinability characteristics, and formation of second phases observed in weld sections, in order to identify any issues with incoming material composition.
Both major and minor elements in the base materials will play an important role in deciding the ultimate quality of the welds you make. Like a good cook, a welding engineer knows the importance of good ingredients and should make sure that the correct quality materials are specified in order to ensure an appetizing weld.
Reprinted Articles courtesy of cladtechnologies.com & fabricator.com
Cladded Wear Plates in Mining Applications
Hardfacing in your everyday life
We Manufacture:
All of our welding tips are made from the highest quality ISO Extruded Tubing.
Schedule Your FREE Trial
in North America
Superior Consumables product is backed by proven, documented test results.
For All Your Mig Welding Needs!